Technique 技術ニュースレター
技術ニュースレター
μ-MIM技術ニュース Vol.47
精密金属射出成形(μ-MIM) 技術ニュースレター
Micro Metal Injection Molding Technical Newsletter
「金属射出成形 技術ニュースレター」は、金属射出成形に関する開発・設計者向けの技術情報をお伝えする技術ニュースレターです。印刷の上、ぜひ貴社内でご回覧ください!
今さら語る粉末のお話-その3
前回に続いて、その3です。今回は「混ざり具合」をどう評価するかのお話しです。料理番組では〇〇に△△を入れてよく掻き混ぜます、などと言います。では、よく混ざっているかどうかはどう判断するのでしょうか?
はじめに
MIMで使用する射出成形用のペレットをFS(Feed Stock)と称します。FS中の金属粉末と樹脂粉末の混ざり具合(混錬度)の定量的評価は永遠の課題です。前報で触れました両者の配合量が最適であっても混錬度によって金属の凝集体や樹脂の偏析が存在すると焼結後の製品に大きなポア(ボイド)が生じ、品質低下を招きます。
FS評価の実際
FSの評価には、メルトインデクサーやキャピログラフといった機器が一般的に使われているようです。評価の基本思想はどちらも同じで、FSを加温して負荷をかけ、その時の流動抵抗をそれぞれMFR(Melt Flow Rate)や粘度で表現し、流動性で混錬度を確認するものです。流動性は成形性に大きく影響しますから常套手段といえます。しかし、この手法はあくまでMassの性質をMacroで見ているにすぎないのではないか、つまり一定量の樹脂を加温して押出せばそれなりの流動性が見られるのは当然で、個々の金属粉末がどのように樹脂に濡れているかどうかのmicro視点での評価は十分ではないと感じられます。そこで、少しでもmicroレベルで金属粉末の混錬度を表現したいという思いから次の二つの試みをご紹介したいと思います。
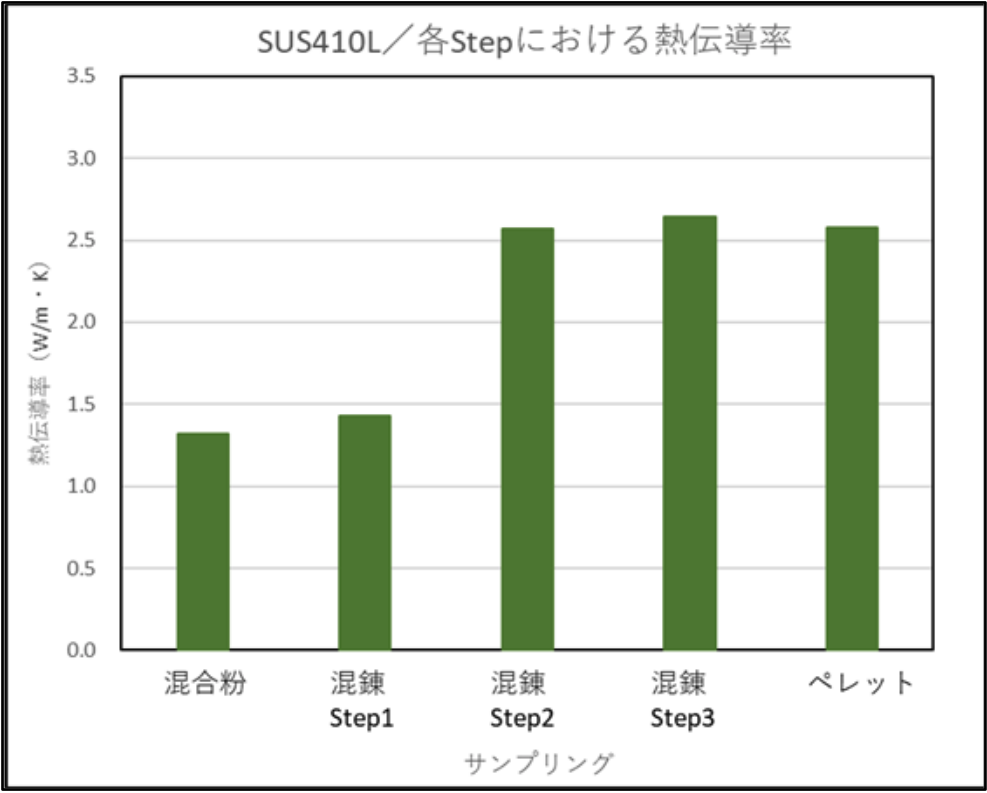
1. 熱伝導率の測定
当社で使用する金属と樹脂の熱伝導率は約80倍の開きがあります。金属粉末が均質に樹脂に覆われた状態と樹脂の凝集体がある状態では、熱伝導率に相違が生じると考えられるため、混錬度を熱伝導率で表現しようと試みました。右のグラフは、SUS410Lを混合粉の状態から加温して混錬度が増す各Stepで混合物を抜き取り、これを所定のDiskに成形してレーザフラッシュ法で熱伝導率を測定した結果です。Step1→Step2で一気に上昇した後飽和しており、この状態で金属と樹脂が一定レベルでほぼ均質に混ざり合ったことが示唆されます。
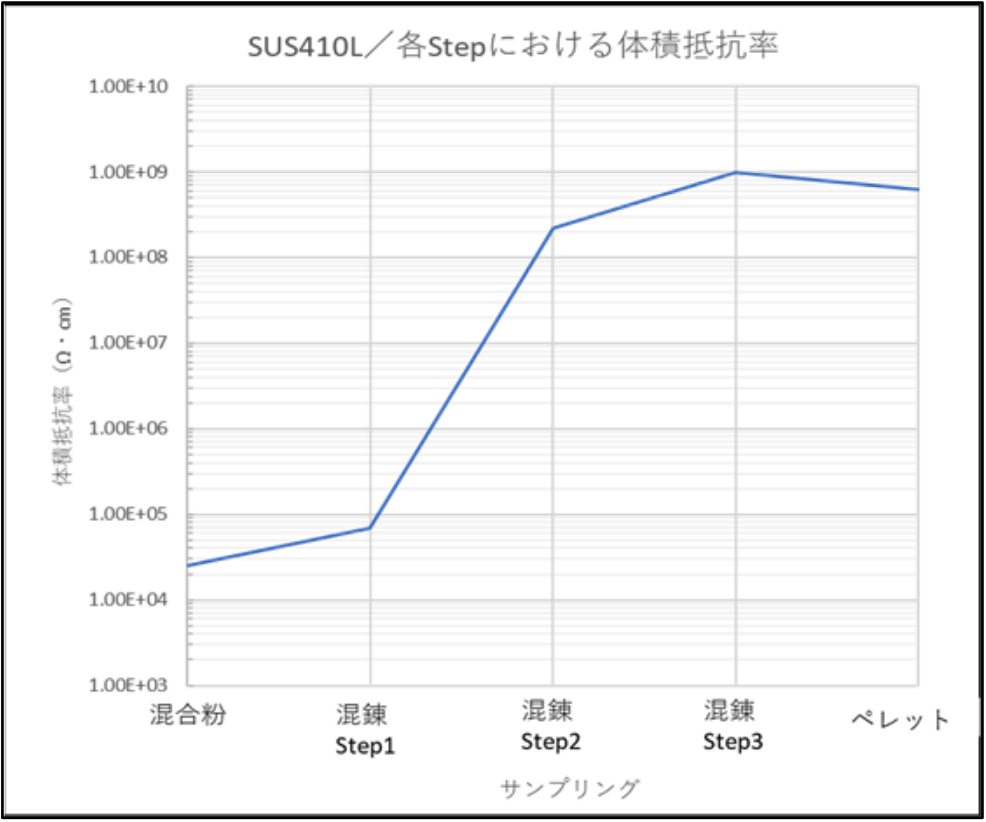
2. 体積抵抗率の測定
同様の考えで、金属と樹脂の混錬度を体積抵抗率での評価に挑戦しました。金属と樹脂の抵抗率には実に10の20乗以上の開きがあり、もし金属粉末が一粒ごとに完璧に樹脂で覆われていたらその混合物は絶縁体の物性を示します。しかし実際には金属の凝集体は存在し、それらがmicroレベルで繋がって金属のpassを形成し微弱な電流が流れて抵抗率が測定できます。右のグラフは、特殊な測定機を用いて上のグラフと同じFSをDisk状の金型内に充填し、一定の加圧後その抵抗率を測定した結果です。ご覧のように、熱伝導率同様Stepが進むに従いFSの抵抗率が上昇し混錬度が向上している様子を定量的に捉えることができました。この手法は熱伝導率に比べてはるかに簡便に行えるので今後有力な評価手法となります。
おわりに
混錬度の評価は粉末業界では長くKKDが主役だった分野ですが、当社は科学のメスによって定量化を図り、ものづくりの質を高めています。
展示会情報
Medtec Japan 2024 に出展します!
2024年4月17日(水)~19日(金)
東京ビッグサイト東3ホール 1508 & 1608
【出展社名】一般社団法人微細加工工業会
技術相談を承ります。ご来場の際は是非お立寄りください。
連絡先:東京営業所 岡村典子
noriko_okamura@taisei-kogyo-net.co.jp

コラム
はじめまして!1年目の南山と申します。
生産管理部として納入業務や在庫管理、また社員育成Proj.にも携わっています。部署や会社の壁を越えて多くの人に支えてもらっております。私自身も他の誰かにとってそんな存在になれるように、と他部署の方々とコミュニケーションをとりながら日々業務に励んでいます。
お休みの日には、カフェ巡りをしています。写真は最近行ったところで、パンケーキがふわふわで甘くとっても幸せな気持ちになりました!
