Technique 技術ニュースレター
技術ニュースレター
技術ニュース番外編配信④
精密金属射出成形(μ-MIM) 技術ニュースレター
Micro Metal Injection Molding Technical Newsletter
「金属射出成形 技術ニュースレター」は、金属射出成形に関する開発・設計者向けの技術情報をお伝えする技術ニュースレターです。印刷の上、ぜひ貴社内でご回覧ください!
革新的な歯車加工を実現するμ-MIM®
1周の間に諸元や位相が異なるギアや間欠ギア、モジュール違いの段付きギアなどMIMでは金型からの製作のため特殊な工具は必要とせず、またどの様な形状でも部品の一体化による高強度化と高い幾何差を実現できます。さらに、機械加工では実現できないような複数の歯車の組合せや他部品との一体化について切削工具に支配されない自由な歯車、歯車形状が実現可能です。特に小モジュールの歯車は機械加工ではサイズに合わせた特殊工具が必要となり、刃先の破損などが起こりやすくなるので、μ-MIM®の得意とする領域で多くのメリットが発揮出来ます。
今回のニュースは、歯車の騒音・異音は、様々な要因によって引き起こされますがその中でチェックして頂きたい面粗度についてお伝えします。

部品表面の面粗度
MIM (Metal injection molding)は小型で複雑な最終形状を有する金属部品を量産するのに適した製造方法ですが、小型で複雑な部品は後加工を施すことが困難で、MIMの焼結工程で得られる面粗度が製品の面粗度となる場合が多いです。MIMは金属粉末を変形させずに成形するので、金属粉末の粒径が面粗度を左右するといっても過言ではありません。形状を転写する金型の表面状態にも影響を受けますが、面粗度の小さい表面を得たい場合は、平均粒径の小さい金属粉末を使用する必要があります。
ステンレスの平均粒径が2μmの金属粉末を使用し、量産した製品においてRa=0.2μmを達成した実績があります。図1は粉末粒径の異なる材料で作製したマイクロピラーのSEM観察画像です。平均粒径の小さい粉末を使用すると転写性が良くなり、面粗度も向上していることがわかります。
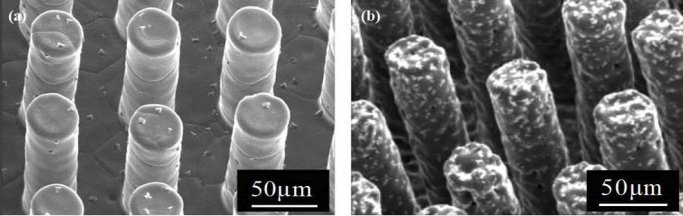
図1 SUS316Lを用いて作製したマイクロピラー (a)平均粒径3μm, (b)平均粒径9μmの粉末を使用
μ-MIM®では面粗度の小さい表面を得たい場合は、金属粉末の粒径を変える事で対応しています。バインダの適切な選択とともに、フィードストックを作る混練工程でも小さい金属粉末は適切な混練機の選択が必須です。適切な混練機を使用しないと、金属粉末を覆うようにバインダが混練されないため、成形時の流動性が著しく低下します。流動性の低下は製品形状の転写性や面粗度の低下につながります。10年以上にわたり細かい粉末の知見を得てきた我々のフィードストックは、このような小さい金属粉末を高い流動性を保ちつつ、成形体中の均一な金属粉末分散を実現します。我々のμ-MIM®技術が、面粗度の要求を満たした複雑微小部品の安定的な量産を実現します。
ISO13485の認証を取得しています!
太盛工業㈱は2019年にISO13485を取得しました。
医療分野の部品をご利用頂いているお客様には、弊社の品質保証の信頼性をより一層高められます。またMIM部品の採用を検討されているお客様には、国際機関によって証明された品質の製品を提供出来るという判断材料になります。
展示会のお知らせ
Medtec Japan 2023に出展いたします。
会期:2023年4月19日(水)~21日(金)会場:東京ビックサイト
ブースNO:1008(微細加工工業会)
医療機器の設計・製造に関する展示会です。
